
Choosing a conveyor may feel like an overwhelming task initially. This makes it important to read up on the key features of conveyor systems in order to be able to make an informed decision, not least because the purchase and installation of a conveyor system demands plenty of time and a significant investment. This article explores some important factors to be aware of to ensure that buyers get the best conveyor system available out there.
Table of Contents
The global market size of conveyor systems
Different types of conveyor systems
Things to consider when choosing a conveyor system
Conclusion
The global market size of conveyor systems

The global conveyor systems market was worth US$ 9,113.9 million in 2020 and is expected to reach US$ 15,183.1 million by 2030 (Allied Market Research). This market is growing at 5.1% yearly from 2021 to 2030. One of the reasons for this growth is the increasing use of automation in industries. Automated conveyor systems can handle large volumes of goods and save the delivery time. This is why more and more industries are adopting automated solutions. Another reason for the growth is the use of lean manufacturing techniques.
These techniques help reduce waste and increase productivity. Conveyor systems can save costs by handling large volumes and reducing the need for labor. This is why they are becoming more popular in different industries.
Different types of conveyor systems
The following are some categories of industrial conveyors available in the market:
Belt conveyors

A belt conveyor is the simplest and most versatile material handling system. It is essential in the construction and gravel waste production line, as it connects the broken equipment of multiple levels and sand production facilities.
It deploys multiple pulleys and a belt that never ends to move a product from one place to another. The belt is made of rubber or fabric and ranges between 5′ long to 102′ long.
Roller conveyors

A roller conveyor comprises a series of rollers supported on a frame. Objects move on this system through power, gravity, or manual force. You need a sturdy surface supported by at least three rollers to transport materials. These rollers are great for situations where you need to accumulate items. They also help reduce the resistance of the products when moving at a faster speed.
Cable conveyors

Cable conveyors are often customized to fit a specific container or a production area. These cables do two important things: they keep the products from falling off the line and make the conveyor move in your industrial space. When a conveyor system uses fewer worn-out parts, it needs less maintenance. They are often hung from the ceiling to keep cable conveyor systems working their best. This frees up important space on the production floor.
Overhead conveyors

As the name suggests, overhead conveyors work above or over the head of workers and industry equipment. Some parts called carriers are connected to the chain or trollies in the conveyor system. These carriers handle the materials and can be moved by either manual force or a motor. The track and carriers are designed to be flexible and can be shaped in different ways, which makes them very versatile for various uses.
Overhead conveyors are easy to set up in most factories because their modular design allows them to work around the complex turns and machines on the factory floor.
Besides these, many other options exist for an industrial conveyor system. These include chain conveyors, screw conveyors, vertical conveyors, bucket elevators, and many more. It is essential to scan the market requirements and make informed decisions when stocking for the target prospects.
Flat chain conveyors
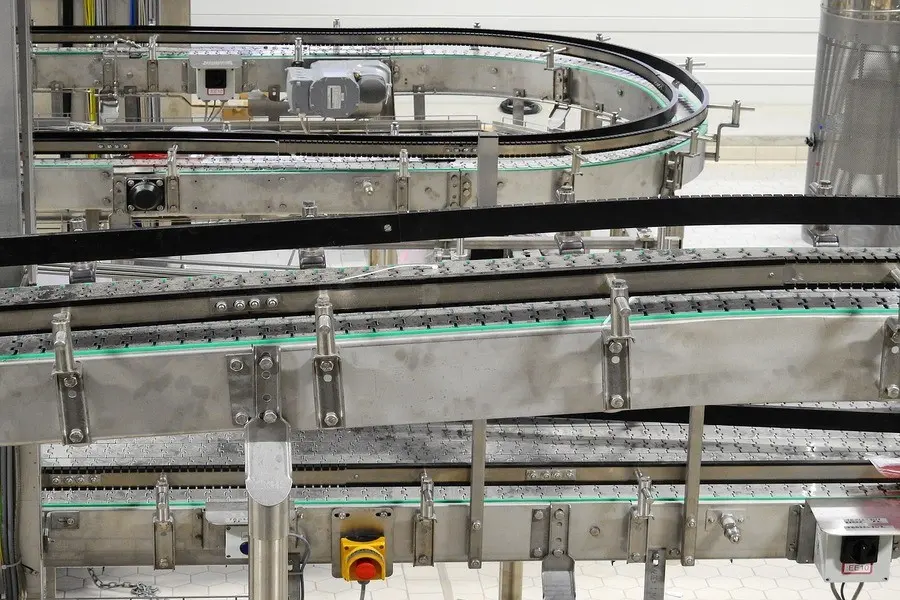
Flat chain conveyors are used as transport for the machined and non-machined components. They are perfect for putting bottles, cans, or small boxes together in industries that work with food, drinks, glass, medicine, and paint. The ones with steel chains are used to transport sharp and hot objects.
The way they are built allows for complicated paths in three-dimensional space without disconnecting or changing the conveyor. It is also easy to make quick and cost-effective adjustments for production needs. This system offers significant cost savings due to its economic efficiency. Its modular design makes it possible to customize and adapt to specific requirements. It is also easily extendable, allowing for future expansion as needed.
Furthermore, for long transportation distances, multiple belts can be arranged consecutively, enabling smooth and continuous movement of goods from one point to another.
Things to consider when choosing a conveyor system

Here are some factors to consider when choosing a conveyor system:
Work environment
The work environment creates a strong impact on the conveyor system selection. For instance, some health and safety measures are required when people are working closely with the equipment.
In some cases where the industry deals with liquid, some bottles may leak. And when a bottle leaks, the liquid can spill onto the conveyor, leading to products slipping on inclined surfaces or causing issues with the conveyor’s drive system if it is not designed to handle such situations.
Product specifications
When selecting a conveyor, the most important factor is the product specification. Following are the key aspects to consider during this phase:
- Product dimensions: Determine the product length, width, and height. These dimensions will impact the conveyor specifications such as its roller spacing, guide rail requirements, width, and transfer needs.
- Product weight: Determine the product weight, as it affects various aspects of conveyor selection. For instance, in plastic chain conveyors, the product weight determines the number of curves that can be included. In roller conveyors, the weight helps determine roller diameter and gauge requirements. It also impacts motor sizing.
- Production rate: Measure the production rate in parts per minute or hour. Along with product length, this helps determine the appropriate conveyor speed to meet the production rate. For example, if you have 12″ cases and the rate is 30 cases per minute, the conveyor should run at least 30 feet per minute to accommodate the rate without gaps between cases.
- Product type: Different product types require different conveying methods. For example, wooden pallets may work best with a chain-driven live roller conveyor, while plastic-footed pallets may require a large plastic chain conveyor. Also, cereal bags are better suited for plastic chains than roller conveyors.
Considering these product specifications will ensure an appropriate conveyor selection that matches the specific product needs.
Equipment size and design
It is wrong to assume that bigger is always better regarding conveyor systems. The amount of space available is also a determinant of which conveyor will work for an industry.
The factory owners should seek the help of professionals who help them choose a system that befits their space. They will assist you in creating a plan that suits your operation. They will consider factors such as the available floor space, the height of the ceiling, and any obstructions from other equipment.
Cleaning and maintenance
Businesses often suffer due to poor or less-maintained equipment. While machinery failures are common, getting them up and running as soon as possible is vital.
Like any other equipment, conveyor systems have various mechanical parts that need regular maintenance to ensure smooth operation. It’s crucial to have reliable conveyor equipment in your operations. Having a dependable team that can perform routine cleaning and maintenance tasks is also wise.
Incline/decline requirements
As industries grow, having enough floor space becomes more important. Sometimes, products must move up or down between different floors or over existing equipment. If the right conveyor isn’t chosen, this elevation change can cause serious problems.
Various incline/decline conveyors are available, including belted conveyors with different high-friction belts, plastic chain conveyors with high-friction inserts, cleated conveyors, wedge conveyors, and spiral conveyors. Testing the product with different conveyors before selecting is always a good idea.
Long-term company goals
Always keep the larger picture in mind when choosing equipment for any industry. Having a strategy and knowing what modifications may be required is key to making the right choice. For example, if the owners wish to expand their operations, they must choose the conveyor belt accordingly.
This approach will make future expansions easier to implement without requiring significant modifications or additional expenses. But if you are setting up a permanent system, you may opt for a slightly different approach.
Conclusion

When choosing a conveyor system, it is vital to think about certain things like what kind of products will be moving on it, how heavy they are, how much room is available in the building, the conditions in which the conveyor will be used, and how easy it is to clean and maintain.
Even though the price is important, choosing the right conveyor system is more important to ensure a good return on investment in the long run. A wrong selection can cause accidents and injuries, loss of products, and the owner could get in trouble with the people who regulate the business. This could dent the wholesaler’s reputation from whom the conveyor system was sourced.
Consider checking out e-commerce stores like Alibaba.com to learn about the current market trends and select the right products for an appealing inventory.



