Compared to other metal cutting methods, laser cutting has massive advantages. For instance, it can cut non-ferrous material quickly, uses less energy, is reliable, and can cut complex shapes. Buyers should buy a suitable laser cutting machine to enjoy the benefits mentioned. Before deciding on the laser cutting machine to buy, there is a need to understand the factors that affect the cutting quality of a laser machine.
This article will look at what standards judge the quality of laser cutting. Also, it will talk about the types of laser cutting machines.
Table of Contents
Types of laser cutting machines
What standards judge the quality of laser cutting machines?
Conclusion
Types of laser cutting machines
Laser cutting involves a fabrication method that employs a high-powered laser beam focused to cut workpieces into custom designs and shapes. This involves several kinds of cutting, namely; oxidation cutting, fusion cutting, and scribing. The cutting process is carried out with a lot of precision, high-quality edge finishing, and accuracy. It also involves less contamination, less wastage, and less damage to the material.
When the basic laser-cutting processes are properly executed, the result is a precise cut. The crucial stages include:
– Generating the right intensity beam
– Focusing the beam on the workpiece
– Material ejection due to heating and melting
– Moving the beam to produce the full cut
Laser cutting machines are available in various types which are categorized into liquid, gas, and solid. They are differentiated according to the state of the active laser medium, which can be a gas, solid, or liquid material.
Below are the main types of lasers:
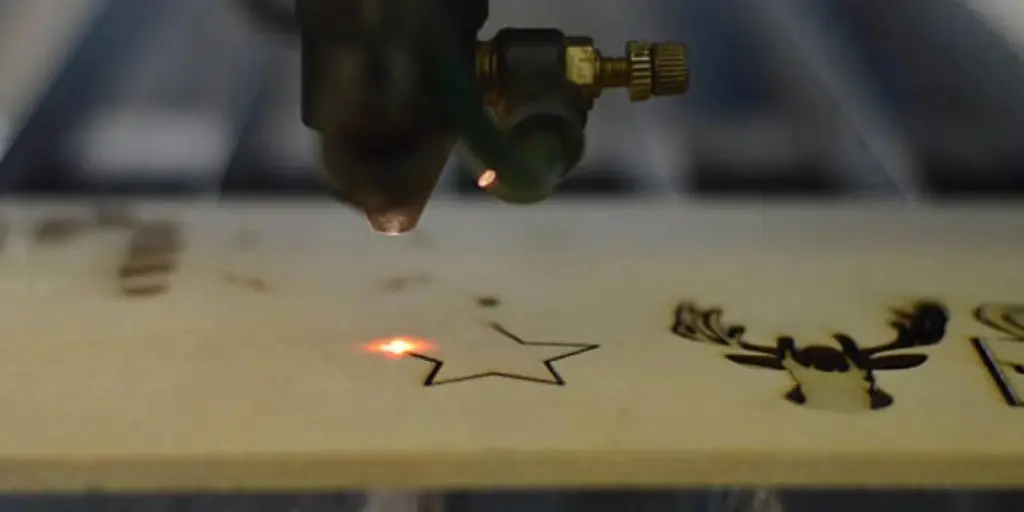
1. CO2 laser cutters

The active laser medium for CO2 lasers is a carbon dioxide mixture. Initially, these lasers were used to cut non-metal materials as they were not powerful enough to pierce through metals. With the advancement of laser technology, CO2 lasers have been enabled to cut metals but are most suited for cutting organic and non-metal materials.
2. Crystal laser cutters
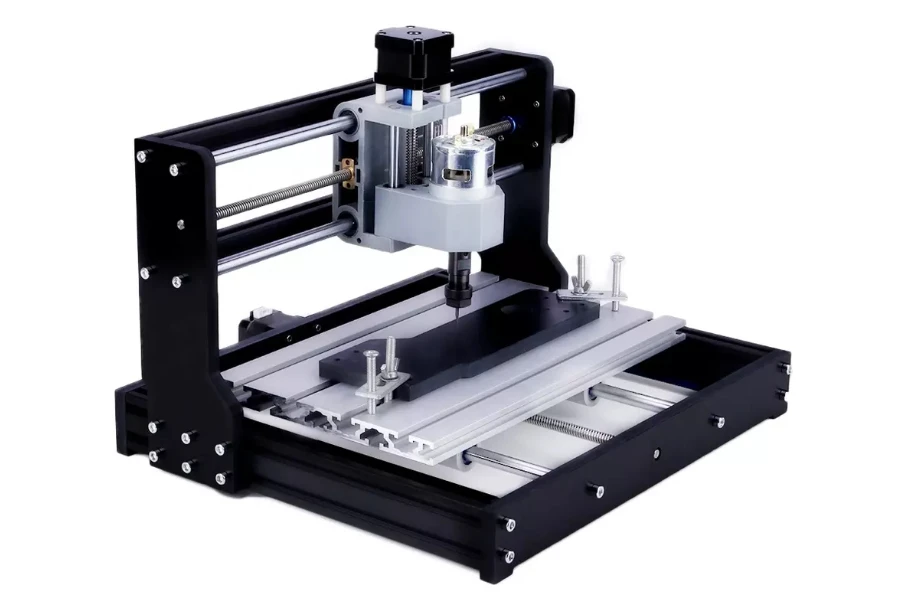
A variety of mediums are used on crystal lasers. Some include neodymium-doped yttrium orthovanadate and neodymium-doped yttrium aluminum garnet. The mediums can cut through both metal and non-metal materials because they are highly powered. Additionally, crystal lasers are quite expensive and have short lifespans compared to other types of lasers.
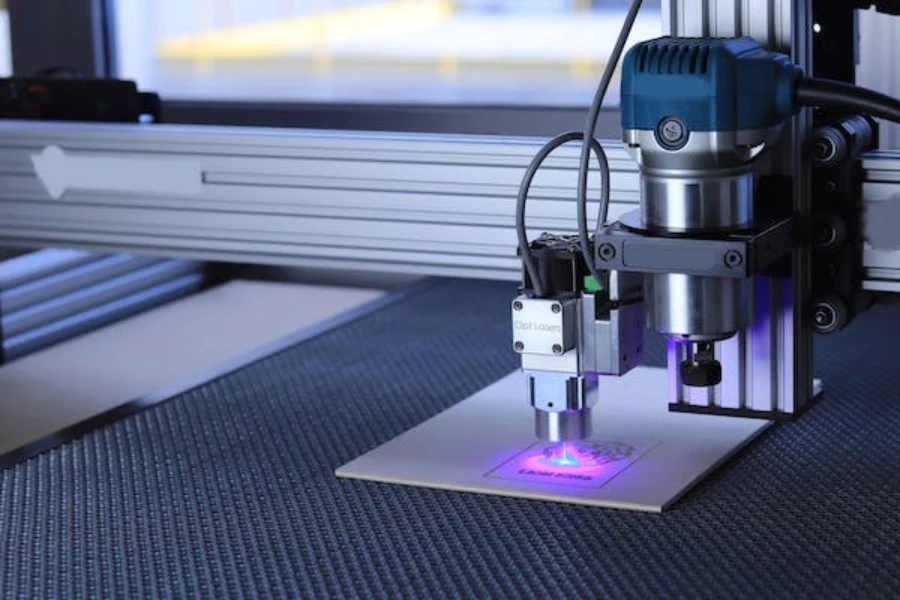
3. Fiber laser cutters

Fiber lasers generate a beam through a series of laser diodes that is then transmitted via optical fibers and focused on the workpiece. During this process, the beam is well amplified to perform the required cuts. Fiber lasers are cheaper and long-lasting as opposed to crystal lasers.
What standards judge the quality of laser cutting machines?
Over the years, the laser cutting machine has been rapidly developed to improve its application in the metal processing industry. It has achieved some advantages, including a narrow-cut width, fast cutting speed, high precision, and wide applications.
Nonetheless, laser cutting machine quality has been put to measure with certain requirements determining buyers’ preference. This is because of the advanced technology, development of production, and application of new processes. As a result, the choice of a laser cutting machine depends on the quality it can offer.
Also, there are distinct factors that affect laser cutting quality, they include;
– Laser power
– Laser source
– Laser cutting speed
– Auxiliary gas
– Laser focus
– Nozzle
– Gas pressure
Below are factors that isolate and evaluate the effectiveness and quality of a laser cutting machine.
1. Roughness
The cutting slit has a level of roughness based on the depth of the vertical lines appearing on the cutting surface. Standard roughness, R, decreases with increases in laser power and increases with sheet thickness. For instance, using laser power of 800W, the roughness is 10um for 1mm sheet thickness, 20um for 3mm, and 25um for 6mm sheet thickness.
High roughness means bad cutting quality and is shown by vertical lines that are clear and deep. The good and smooth cutting quality is a result of low roughness where the vertical lines are very shallow. Roughness affects appearance and friction characteristics. The goal is to minimize the roughness with a shallower texture to achieve higher cutting quality.
2. Glitch
The quality of laser cutting can be determined by the formation of burrs. The auxiliary gas blows away any slag present after the laser cuts through the material. Nevertheless, some slag cools and hangs on the bottom of the workpiece to form burrs. Some of the factors causing burrs are insufficient air pressure, thick plates, and mismatched feed speeds. Removal of burrs needs extra work. As a result, the amount and severity of burrs show the quality of laser cutting.
3. Verticality
The verticality of the cutting edge is usually considered when the thickness of the sheet metal goes beyond 10mm. This is because the more vertical the edge is, the higher the cutting quality. During the laser-cutting process, the laser becomes divergent away from the focus. The cut will widen toward the bottom or top based on the focus position. Additionally, the cutting edge only deviates from the vertical line by a few hundredths of a millimeter.
4. Material deposition
Before material perforation and melting, the laser cutting machine strikes a layer of oily liquid on the workpiece’s surface. Laser cutting is not suitable for some materials due to this gasification process. A buyer should use the wind to eliminate the incision. However, the downward and upward discharge forms a deposit on the surface. The amount of deposition should be controlled by using the correct cutting size, laser power, and nozzle alignment.
5. Cutting size
To achieve smooth assembly and use of mechanical components cut by lasers, the cutting size should be correct. This is usually referred to as the laser kerf, which is the portion of material that burns away when the laser burns through a workpiece. The laser kerf ranges from 0.08mm to 1mm based on the material type.
Buyers need to measure the cutting size using callipers to ensure it meets the requirements. It should not exceed the laser cutting machine’s tolerance. Also, the final laser cutting impact should be the same as the current cutting path. Improper settings or nozzle problems would lead to an incorrect light path. Notably, incorrect settings and an unaligned nozzle will not give a completely round product.
6. Piercing quality
In the laser cutting process, the cutting head punches a small hole on the workpiece’s surface. Along with the afterward linear movement, the hole-punching process is referred to as piercing. The quality of the piercing is a vital aspect that is tested to ascertain whether a laser cutting machine has the required parameters. Buyers should check for abnormal noises, abnormal sparks, or larger piercing gaps during the process. Any of these will indicate improper parameters exhibited by the laser machine.
7. Heat-affected zone
A laser cutting machine achieves the cutting effect by vaporizing or melting the material. The laser heats the material around the cutting slit, leading to a change in its molecular structure. This area where molecular structure changes due to laser irradiation is referred to as the heat-affected zone. The size of the heat-affected zone should be reasonable.
8. Processing speed
Laser speed depends on the laser power and beam mode. A laser cutting machine can record a maximum cutting speed of 3m per minute. For instance, a 1500W fiber laser cutting machine can cut 3mm thick carbon steel at a maximum speed of 3.6m per minute. A 1000W fiber laser cutting machine can cut 6mm thick carbon steel with a speed of 1.4m per minute.
Increasing the power of the laser cutting machine can raise the cutting speed. The power involves the general laser output power and quality of the beam. Additionally, the focal spot influences laser cutting speed. The laser cutter speed on metals is proportional to the density and thickness of the material. Laser cutting speed should be adjusted appropriately to achieve a quality cut.
9. Positioning precision
On average, most lasers have high-precision cutting capabilities. Buyers should consider laser cutting machines that have a positioning precision of about 0.05mm and a repeat positioning accuracy of about 0.03mm. This guarantees a good quality laser cutting machine that gives smooth finishes without burrs. High accuracy is achieved when the coherent light beam enters the material surface. The beam penetrates the workpiece and the light scatters to create an edge-taper condition. Usually, the hole from which the beam exits on the side of the workpiece is smaller in diameter than the side it enters.
Conclusion
Buyers should study and analyze the discussed factors that affect the cutting quality of a laser machine. The cutting process is quite complex, so it needs the equipment’s maximum precision. Buyers should comprehend and be able to choose a laser cutter that gives satisfactory cutting and makes the desired products. To find efficient and high-performance laser cutting machines, visit Alibaba.com.